Now that we had the engine apart, it was time to do some inspection on the condition everything was in.
What we know from the initial disassembly is the following parts need to be replaced, in addition to the manadory replacement parts which are listed in Lycoming Service Instruction 240W
- Camshaft
- 4 x Cylinders
- Oil Pump Housing
- Oil Filter Base Assembly
- Crankshaft End Gear / Bolt
All the other parts of the engine need a proper inspection and measurement in order to make sure they are still within limits and able to be resused on this engine. We will start with the most expensive thing!
Crankshaft
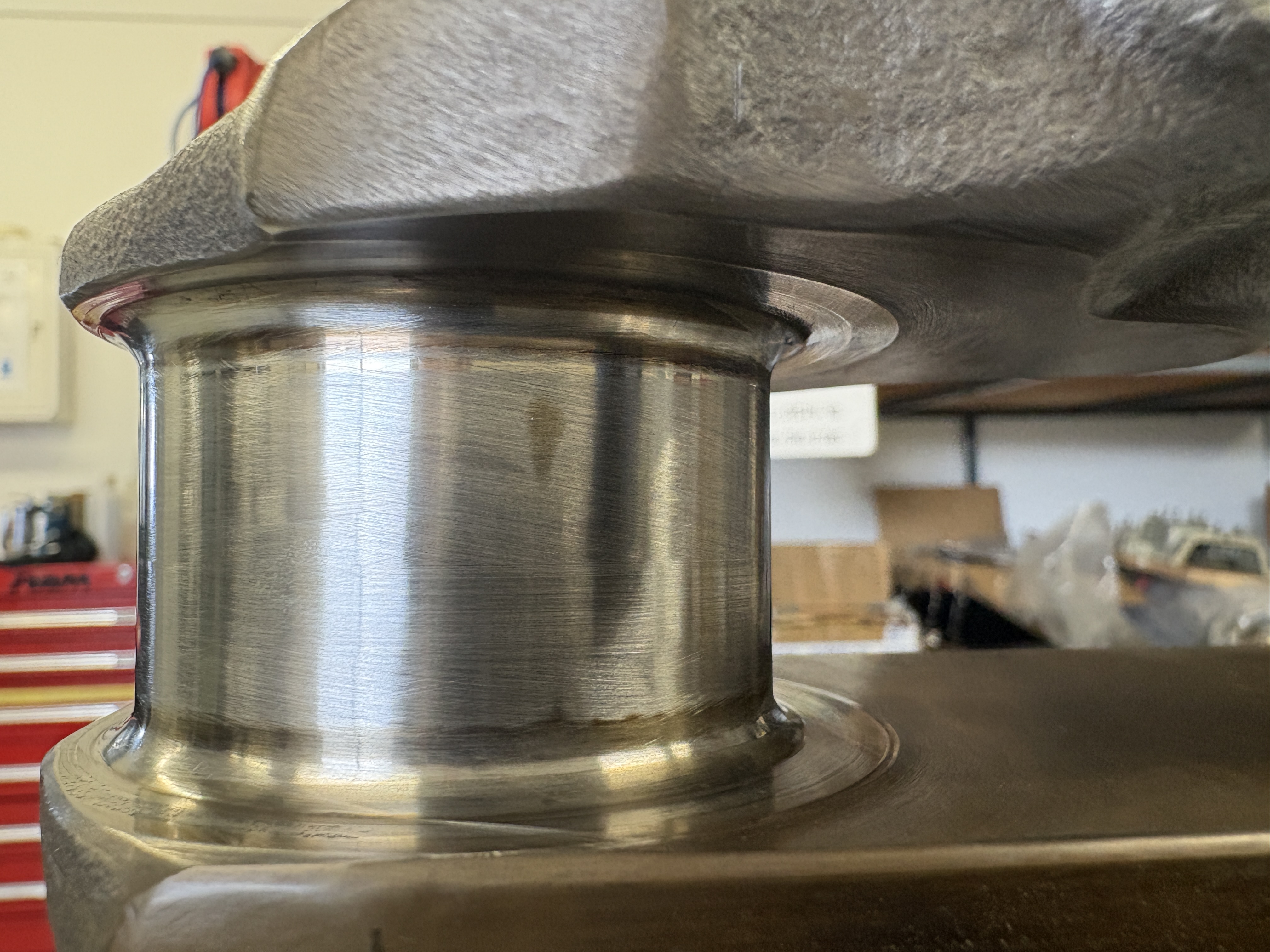
To inspect and measure the crankshaft, i first placed the crank in the vice (very carefully!). A piece of fine emery cloth was split into some narrow strips, and this was used to clean the surface of the main bearing areas, as well as the connecting rod bearing areas. The cleaning was done on a 45 degree angle, back and forth around the whole circumference. I counted how many strokes were make, then swapped to the other 45 degree direction, and did the same number of strokes. It was then removed from the vice, back onto the engine stand for it to be measured.
 |
| Emery cloth to clean up the surface. |
 |
| Before... |
 |
| After. You can see how this cleaning operation highlights any defects in the surface, such as the scratch on the left of the main front bearing area of the crankshaft. |
The Lycoming Direct Drive Overhaul Manual has a table called the "Service Table of Limits" which includes "Manufacturer Max / Min" Dimensions for each of the main and connecting rod bearing journals. These are the dimensions the journals need to be to be considered to be 'new'. You are then allowed to go to 0.0015 (15 thou) under the minimum value in service.
 |
| A well worn and referenced workshop bible here. |
 |
This shows the Main Bearing Journals need to be within 2.3745 (minimum) to 2.3760 (maximum) when new.
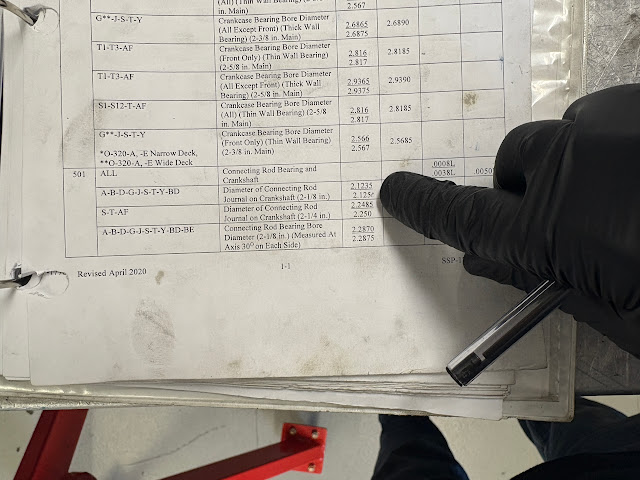 | | This shows the connecting rod journals need to be within 2.1235 (minimum) to 2.1250 (maximum) when new. |
|
 |
| The "E" caption under "Service Max" column, means the minimum measrement can be a FURTHER 0.0015 smaller than the min. |
In other words:
- The Main Bearing Journals need to measure more than 2.3745 - 0.0015 = 2.2730.
- The Connecting Rod Journals need to measure more than 2.1235 - 0.0015 = 2.1220
Measurements were taken at both the front and rear ends of the main bearing journal, as well as at each of the other 2 bearing journals. The connecting rod journals are also measured. Each measureament was taken in three places, using different orientations then written down. These measurements were then averaged, and the averages compared to the 'Service Table of Limits' minus the 'in service tolerance'.
These are the results of the measurements:
 |
| These were the measurements which were taken. |
To try and get a sense of what all these numbers mean, i wrote them down on a pad with the difference from the minimum 'in service' tolerances:
The above shows that the 4 main bearing areas, all were over the minimum 'in service' value, but barely. One was only 0.0009 over (9 ten thousandths).
It also shows that 3 of the 4 connecting rod journals, were over the minimum 'in service' tolerance. One was 0.0002 under. For reference, that is 0.2 of one thousanth - aka "2 Ten Thousandth" or "2 tenths" in machine speak. A human hair is 2 thousandths thick - so this area is 1/10th of a human hair under the minimum.
We did a visual inspeciton of the crank shaft to see what impact this would have (as we could likely live with one journal being so slightly under). Unfortunately this shows that the main journal had a fairly deep scratch in its surface (you could feel it with your fingernail), and the connecting rod journals all had a few flat spots.
 |
| A large scratch on the main bearing journal - likely from part of the tappets going round in the oil |
 |
| A flat spot above the oil port. |
 |
| Another flat spot |
All these defects would need to be removed to put this crankshaft back into service, which would take material off the journals. It was therefore decided that this crankshaft was not able to be used in this state!
What does this mean?
Fortunately, the overhaul manual has some information on this:
.png)
This means that we are able to send the crankshaft away to be polished, and we can remove 0.0030 (3 thousands) from the minimum manufacturer limit.
For instance, the main bearing journals were permitted to be 2.3745 minimum, we can polish down to 2.3745 - 0.0030 = 2.3715.
If you recall above, the main bearing journals were sitting at 2.3745 / 2.3746 / 2.3739 (worst) / 2.3742, so this gives us around 0.0024 (2.4 thou / 24 tenths) to play with to remove the scratches.
Similarly, the connecting rod journals were permitted to be 2.1235, so we can polish down to 2.1235 - 0.0030 = 2.1205.
The connecting rod journals measured in at 2.1225 / 2.1222 / 2.1223 / 2.1218 (worst) so this gives us around 0.0013 (1.3 thou / 13 tenths) to remove the flat spots etc.
Let's hope that this is enough!
How do we fix this?
Polishing the crankshaft journals is not somthing that can be done in the shop. Thankfully, this is something that Joel at Suncoast Aero Engines is able to do up in Caloundra, Queensland. So we will need to send this crankshaft up to him. If he can't remove these defects in the 0.0030, then the crankshaft will need to be ground to minus 0.0060, then re-nitrided. This cannot be done in Australia, and would need to go to Tulsa (and add 6 months to the overhaul). Fingers crossed.
Connecting Rods
To inspect the connecting rod big ends, we bolted the rods back together then torqued them to 50 ft/lbs. A visual check was made for cracks or chips in the ajoining edges, then a check was made of the diameter of the large end. It was found that this was tighter (smaller) than the permitted value - we think the bolts are old and stretched, so it was decided that since the connecting rods needed to be overhauled anyway (and the corrosion on the tops inspected) we would send them away to Suncoast for overhaul and have them measure them properly. There are also ther checks such as a check for 'parrallellism' which we left to them.
 |
| A visual check was made along the edges of the 2 halves. |
If anyone is wondering what it feels to overhaul your own engine - it's this. A needle on the - side is fine. On the + side = $$$$
Rocker Arms / Rocker Shafts
The rocker shafts were chucked up into the lathe and given a clean, then visually checked for damage. They all looked good, so were dimensinally checked and we found that 5 of the 8 failed. So we need to add 5 rocker shafts to the shopping list. Thankfully the rocker arms themselves were all in good condition and will not need replacing.
I also used the shop press and a special pressing arbour to remove the bushings from the rocker arms.
SHOP TOOL COUNT: 9
 |
| Before |
 |
| After |
 |
| 5 of the 8 of these failed the dimensional check. |
 |
| The arbour and the hole i the plate were precisely sized to allow the bushing to come out. |
Finally we got all the parts together which needed to be cleaned, and got them in baskets ready to go into the decarbonising bath, then the hot wash.
Update on the Cylinders
As was
mentioned in a previous post, the cylinders which were on this engine were all P10 (10 thou oversize) already, and in addition they were in average shape, with large pitted areas of rust. We didn't think they would be able to be salvaged.
Thankfully, Joel up at
Suncoast Aero Engines, graciously donated 4 'first life' cylinders to the project, and they arrived in some lovely Lycoming boxes!
These cylinders visually looked in HEAPS better condition to the ones we had on the engine. The first step was to check that they were the correct ones for my engine. I found the part numbers stamped on the castings, and fortunately they were all LW-12993, except one! which was 301060-01.

To check these cylinders out properly, first i gave them a quick hone with the worlds largest and most effective toilet brush. This would do the job if you didn't eat enough fibre!
SHOP TOOL COUNT: 10
Inside, they all looked pretty good, with only a little bit of corrision here and there. There was no pitting or rust like the last set of cylinders.
 |
| The dark patches are some surface corrision on the barrels. |
 |
| These are in MUCH MUCH better condition than the last cylinders we had. |
Once they were clean, Jack set the ball gauge and measured each cylinder. The gauge is graduated in ten thousandths (aka 0.0001), so the large numbers are equal to 10 x ten thousandths, or one thousanth (0.001). This shows that these cylinders are almost new, from a wear perspective. They are all around 4-5 thou under the maximum diameter they are allowed to be for a normal sized cylinder.
This gives plenty of space for honing them to remove the corrision, and the best part is, we don't need P10 sized pistons anymore. Regular pistons will work fine. This means the 'choke' which is reduced or removed in a P10 cylinder will be present in these cylinders - meaning they should be more effective in making dinosaurs into noise.
 |
| This is about 0.0043 under the maximum permitted tolerance. Good stuff! |
.png) |
| This shows where the cylinders are measured, and an idea of the cylinder 'choke' which is present. |
Cylinder Valves
Now we know that these cylinders are good, it was time to remove the valves.
To give some context, these are the parts which make up a valve assembly:
.png) |
6/8 & 5/7 are the upper and lower valve spring seats
3 and 4 are the inner and outer valve springs
9/11 are the valve key sets, and
10/12 are the valve stem rotator caps |
The keys are what hold the valve spring assembly from falling apart. The literally slip into position under the lip at the top of the valve stem, and are held in position by spring tenstion. Crazy really.
To remove the valves we mounted the cylinder on a piece of timber mounted in a vice. (i know this is only a bit of timber, but judging by the nice grain and the oil staining, it's been around for years, and so counts as a shop tool to me!)
SHOP TOOL COUNT: 10
Speaking of shop tools, we then pulled out this home made contraption! This was a ring compressor, which was designed to hook under an old rocker shaft (which we pushed in), and with one hand you can compress the rings - it pushes down on the top valve spring seat, and has a gap in the middle. Like a couple of fingers. Before compression, you give the upper valve seat a whack with a hammer, to loosen any bonds the keys may have on the stem or seat. You then compress the springs, and snag the keys with a magnet. The springs and top valve spring seat can be removed by hand, then some long pliers get the lower spring valve seat out.
SHOP TOOL COUNT: 11
 |
| I wonder who came up with this! |
 |
| The valve springs getting compressed. |
 |
| The keys are fished out with a magnet. |
Once the springs were all removed, there is nothing stopping the valves from falling out. So you lift the cylinder onto the bench, whilst applying some sideways force with your fingers to stop the valves falling out. The valves can then be removed. The large valves are the intake, and the smaller ones the exhaust.
The exhaust valves go in the bin, and we can re-use the intake valves if they have no damage and they have enough thickness to remain in specification.
 |
| Once cylinder had a bit of an intake leak, as evidenced by all the carbon in the valve spring and seat, and on top of the valve itself. |
 |
| This valve must have had an little leak. |
 |
| The build up is lead deposits. |
Cleaning & More Inspection!
Next up it was time to start cleaning up parts. The first step was to use the wire wheel to clean up the intake valves, the valve springs and the valve spring seats for inspeciton.
 |
| Before |
 |
| Before |
 |
| After |
 |
| After |
 |
| Before and After |
 |
| Very satisfying work! |
Next up was to measure the diameters of the intake valves, both on the stem, and around the permiter of the valve itself (the valve thickness). These all passed fine.
 |
| Valve stems 0.003" over the minimum. |
We then needed to test that the springs were still good - to do this, Jack pulled out something from the 40's. I have no doubt this has tested thousands of valve springs. It is a fairly simple machine - the height of the black disc is set for the type of valve spring (it's length). You then pull down on the torque wrench which applies a torque to the upper arm, and compresses the spring. One of two things happens - the spring deflects down a distance, and pops the little calibrated torque pin in the top of the arm of the machine - the spring has failed! It moved too far down too easily. Or, the torque wrench clicks, meaning the spring can withstand the correct amout of force, before deflecting too far - and the spring is good! All our springs passed fine.
SHOP TOOL COUNT: 12
I knew this was going to be a blast!
Finally, after all the inspection was done, i used some spare time to sand blast some parts which didn't need to be sent away. These had been left in the decarbonising tank for a few days, then the hot wash for an hour or so. This is a really satisfying task.
 |
| Before |
 |
| After |
I still have the accessory case to sandblast, and the case is in the decarboniser as we speak. Next week we can remove the case and put it in the hot wash. It doesn't get sandblasted, but will need some cleaning up before it goes away.
Lastly, as if Lycoming is mocking us all - there is a dollar sign on my crankshaft. If you can see this sign, it is going to cost you money. If anyone knows what this $B really means, please let me know!
So, after all this inspection, knowing the new cylinders are good we can remove them from the list. In addition, the General Aviation Maintenance (GAM) was able to source some serviceable parts for me from their 'dungeon' store, inclusing the Oil Pump Housing and the Oil Filter Base Assembly. So we now have the following items on the shopping list:
- Camshaft
- Crankshaft End Gear / Bolt
- 5 x Rocker Shafts
- Crankshaft Polish to minus 0.003
- Conrods Overhaul (fingers crossed).
 |
| The parts 'dungeon' was a trasure trove - aka the Shrike Sanctuary! |
A big shout out to Jack & Rob, at
General Aviation Maintenance for allowing me to learn so much from them! I can't wait for the rebuild..... (calling bank manager)...
Also a big shout out to Joel at
Suncoast Aero Engines for looking after me with the cylinders. I know my crankshaft will be in good hands!

















.png)
.gif)





























.png)
.png)


































No comments:
Post a Comment