Section 18 starts just like all the others - a myriad of little preparation jobs. Generally this means some drilling, some trimming and a lot of deburring. In most cases, once all the parts are prepared in this fashion, they are cleaned, etched and primed.
In this case however, it is not appropriate to have a primer inside the fuel tanks, so i will be cleaning with acetone, then scuffing only the mating surfaces where the proseal will be. Once this is done, i will dimple then begin the riveting process, putting fuel tank sealant between each part. (with a final clean and scuff just in case before the proseal is actually applied)
Since parts preparation is becoming fairly common these days, this entry will be a photographic "build montage" of sorts! Where there is something of interest, i will place a comment below the photo.
 |
Here we go!
|
 |
Drilling a 3/4" hole for the upper AN fitting - this would be for a fuel return line.
|
 |
Match drilling the upper threaded fittings
|
 |
The bulkhead union for the fuel vent fits into this "anti rotation plate" which is on the inside of the tank. This is so you can screw on the fuselage side of the vent tubes without the bulkhead union rotating (as you can't reach into the tank with a spanner). The part supplied by Van's was too small for the actual bulkhead fitting, so i had to relieve it to fit.
|
I noticed a weird discoloration on each of the ribs - these came with no blue film on the parts. The 'contamination' could not be removed with acetone or soap, and i was concerned that it was corrosion. The leading edge rib parts also came with no blue film and were stored right next to these - which was very strange. Thankfully, the forums came to the rescue - this discoloration is a result of the parts being heat treated then formed and it is nothing to worry about.
This post on the VAF forums explains it in more detail. |
| I just had to fit he fuel cap and make some aeroplane sounds |
 |
My skin deburring "helper"
|
 |
Just like the leading edge, the nose ribs were quite faceted and needed some reshaping using the scotchbrite wheel. Where the material at the flange edges was thinned too much, i relieved this with a file back to full thickness. The completed rib is on the left, while an untouched rib is on the right.
|
 |
Once deburred, each rib was clecod in place - this gave me a visual representation of progress to help with the motivation factor, plus allowed me to test fit everything before proseal is involved (and practice how to best cleco each rib in place). I found the best method was the bottom (forward) 4 clecos on the rib first top and bottom, followed by clecoing my way backward (up)
|
 |
| The 20 lower stiffners marked ready to cutting. |
 |
| Marking the lower small stiffners |
 |
I used snips to cut each one, then deburred as usual.
|
 |
These shims make the attach bracket the same height as the skin - and provide a place to support and screw the gap fairing to (between the wing and the fuselage). I got to use my new #19 black clecos for the first time.
|
 |
The shims were trimmed flush with the ends of the attach bracket and filed to match.
|
 |
The attach angles were countersunk so accept a skin dimple (0.007" deeper than flush). The shims are the same thickness as the skin, so had the same size countersink. The larger #19 holes will be countersunk later on once the shims / skins are in place.
|
 |
This is what 0.007" deeper than flush looks like - the smallest chamfer showing above the head of the rivet.
|
 |
Everything was clecod in place - some sections needed to be relieved (example is the end of the attach angle was contacting the rib).
|
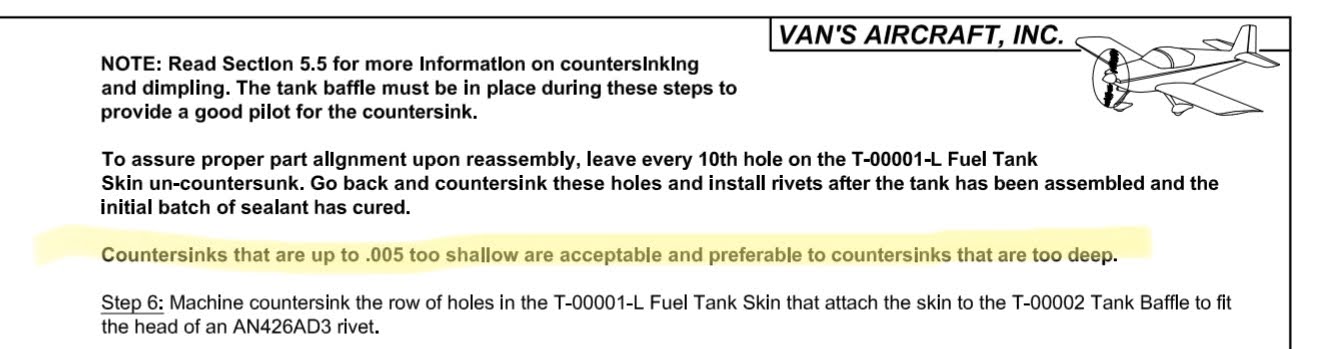
The line of rivets which will connect the back baffle to the skins are countersunk, not dimpled. The skin and the baffle are both 0.032" - so why not dimple? Apparently the reason is that the rear baffle is the most likely place for a fuel leak - so Van's ask you to countersink the skins to ensure that the baffle can be slid in place and not disrupt the bead of sealant that you place just ahead of the rivet line. I was a bit worried about this, so i made up a test piece to check what a countersunk looks like in a sheet of 0.032" material. The goal was to go as deep as i can to avoid the rivets protruding too much out of the hole, however Van's is pretty clear on not going too deep:

 |
Here is a hole countersunk such that the rivet is just barely flush. You can't catch you finger on it, but there is also no 'ring' around the rivet head - normally for one that is perfectly flush, you see a small 'ring' around the rivet, as the countersink has to be ever so slightly deeper to account for the square lip on the rivet (the chamfer on the rivet head does not come to a knife-edge).
|
 |
This is my finger behind the hole - as you can see the material is just barely knife edged - any more than this and the hole would start to become enlarged. This hole measured the same size as a #40 hole.
|
 |
Here you can see the underlying piece of 0.032" material - you can see that the countersunk has just barely grazed - this is a deep as i can go.
|
 |
To prove the point, here is the same hole as above after deburring it as per normal procedures - shows that the countersink cutter did not start cutting the underlying material.
|
 |
Here you can see a rivet in the hole - it is barely, barely above the surface. You can't catch a fingernail on it but i would have ordinarily done a few thou deeper.
|
With those tests done and the cutter dialled in, i got stuck into the skin itself:
 |
| Every 10th hole had a piece of tape placed on the cleco so as not to accidentally countersink all the holes - these are left un-countersunk to ensure alignment. In case any of the holes are enlarged while countersinking (i don't think mine have been), these holes ensure the baffle is installed in the correct position. |
 |
You can see here that the skin countersink barely touches the underlying material. This is as deep as it is possible to go in 0.032" skin.
|
 |
After countersinking, the baffles were removed and deburred. They were cleaned and all mating surfaces where proseal will end up were scuffed. These will be cleaned, scuffed and cleaned again before any proseal is actually applied to the parts.
|
Since no primer can go inside the tank, i didn't need to go through the normal priming process. My plan is to paint the tank ribs / skins (except the outside of the skins) after the tank is complete / leak tested. However, there are a few components which needed to be primed before installation - such as the shims / tank attach bracket. I also primed the tank attach zees (except the flange which will receive proseal) as this would be hard to do in-situ on the back of the baffle once the tanks are complete.
 |
In order to set the rivets on the 'lopsided' nutplates, i used a screw to hold everything together, then removed both clecos and inserted rivets.
|
 |
Upper side of the attach bracket with bearing and shim installed.
|
 |
Underside of the upper part of the attach bracket with shim installed
|
 |
Lower shim / nutplates
|
Once this was done, all parts were removed and dimpled. The skins were cleaned and scuffed thoroughly along any areas where proseal will need to adhere.
 |
Just like the leading edges, i hung the skins off the edge of the table (and used the male die on top)
|
 |
Stiffner dimpling
|
 |
Tank skin ready to be dimpled. It will get one final scuff and a clean with acetone until the rag is clean, before any proseal is applied.
|
I always like to check the fit of all parts before i prime, or in this case before the black goo is smeared all over the part. Today it paid dividends - the VA-112 Fuel Drain Flange was over countersunk by the factory. As you can see it supposed to be installed on the outside of the skin, and therefore the countersinks need to be for a flush rivet. This had been countersunk for a dimpled skin. I contacted the factory and they will send me 2 new ones!
 |
These countersinks are way too deep.
|
The fuel cap flanges were countersunk for the dimples in the skin.
The last job of the day was to make up a small test piece, consisting of a piece of 0.032" thick skin, with 2 J-Stiffner offcuts from the tanks. I will use this to practice the use of the proseal.
The next post will be opening the black goo and getting straight into the dark side!














































No comments:
Post a Comment