
The HS is BIG!!!
The spars measure around 9.5 feet across, which necessitated moving the workbench around 90 degrees to the way it was. The rolling tool bench was able to stay where it was - and i even moved that around a bit when it called for the use of the drill press when drilling for the AN3 and AN4 bolts in the forward spar. Good decision to put everything on wheels for sure.
Anyhow, this part of the HS was basically a lot of edge deburring. I have managed to get my process down to a what seems a pretty efficient method. It starts with the vixen file to remove the large bumps (the stamping ridges etc) and smooth the whole edge surface (this is the one i purchased). You can see where the edges have dulled from the surface oxidation, and it is easy to see when it is flat because all of this is removed. I then either use the vixen file to create a small bevel on the edges of the part, or use a double edge deburring tool (like this one) which knocks both edges off into a bevel (you have to be careful not to go too fast, or it chatters and leaves an uneven surface).
I use a normal fine toothed file to cleanup any edges i can't get to with the vixen file (like the rounded ends of doublers, or the ends of spars), and small flat and round needle files where needed to get into flange corners etc. I then hit all edges with 400 grit aluminium oxide sandpaper (as this is the only one which doesn't cause corrosion, or so i am told), and finally a scotchbrite pad.
For the lightening holes, i use an edge deburring tool with the rotating "blade" on the end (like this one). This takes off all the oxidation on the inside surfaces of the lightening holes. I then get in the hole (if it will fit) with a 120 grit aluminium oxide sandpaper flapper wheel in my electric drill. I find this works a whole lot better, and is faster than a 1" scotchbrite wheel - especially since after a while, a groove is made in the wheel and you can do the hole edges, as well as the edge of the holes (the bevel) at the same time. Where this doesn't fit i either wrap a scotchbrite pad (folded in half) with the AlO2 sandpaper, or for rounded parts wrap a sharpie or anything round (even a round file) in the AlO2 paper.
 |
| The useful load increase program in progress. |
 |
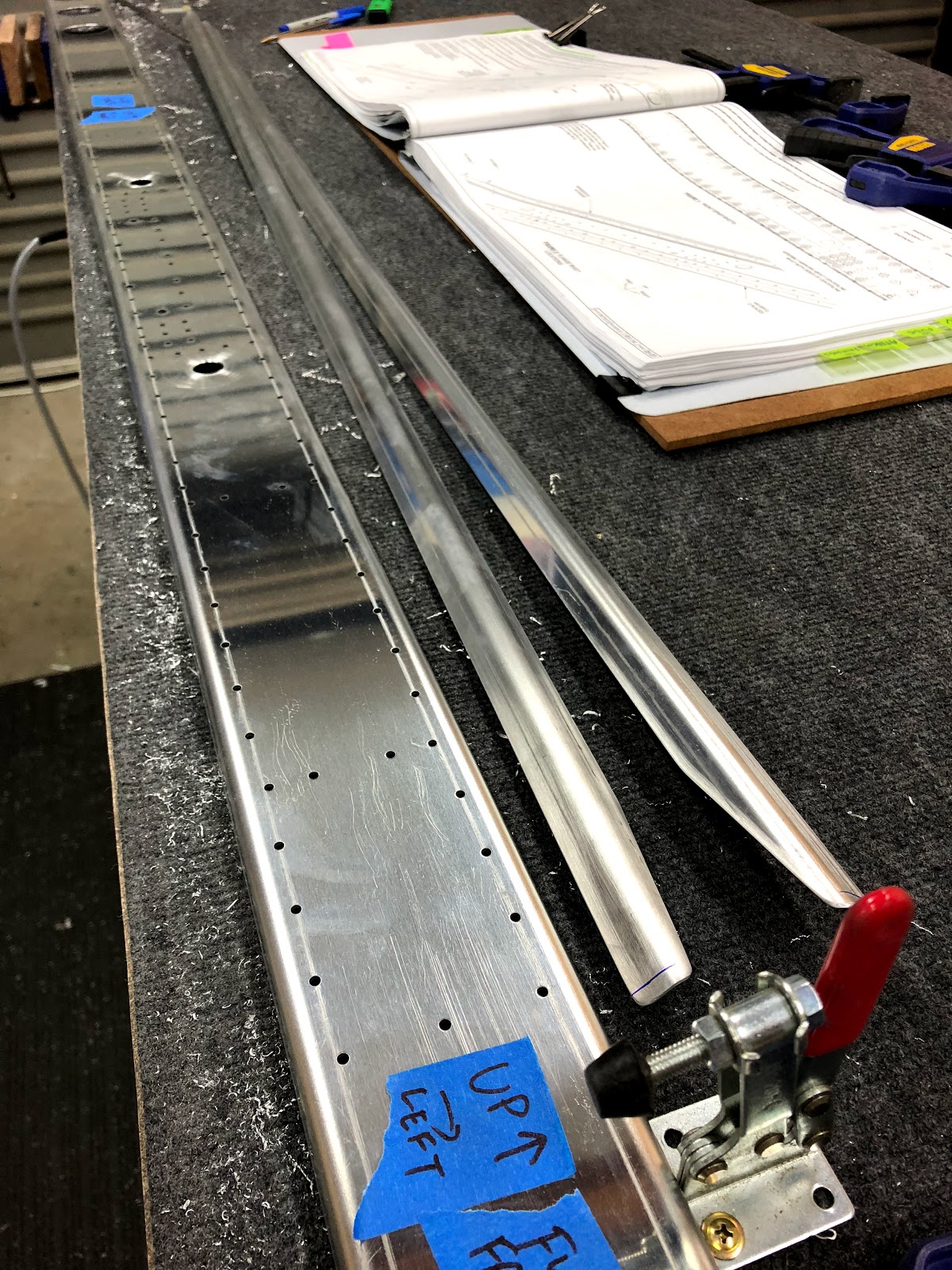
| Rear spar countersunk where the elevator bearing bracket will be bolted on |
 |
| Rear spar doubler match drilled and deburred. |



HS build order
I realised from reading ahead, that the plans call for you to complete the preparation of the rear spar, and then the front spar and spar caps etc. It has you do a lot of prep work on the doublers and then it calls for you to rivet the spars together. Nowhere at this juncture does it call to countersink or dimple the spars for the skin dimples. I read ahead, and these countersinks are made in both the front and rear spars, as well as the stringers waaaaay later on, after you dimple the skins. This would have meant (in my build anyway), that i would have been countersinking spars which had already been primed, therefore removing the primer at exactly the point you would want it (on the spar / skin flanges etc where the rivets are). There was no match drilling of the skins required at a later date, so i figured i was safe to go ahead and do these countersinks along with the spar preparation. The rear spar was countersunk for dimples, and the front spar was also countersunk for dimples, except the middle 9 holes which were countersunk flush (where there is no skin, but where the spar caps need rivets to hold them on). There was a LOT OF COUNTERSINKING!!!
 |
| Rear spar countersunk for skin dimples |
 |
| Front spar countersunk for skin dimples |
Countersinking Lessons
One valuable lesson i learned with countersinking, it that the countersinking bit doesn't take long to do its job - no more than a second. If you keep it spinning in the hole, the pilot will elongate the hole ever so slightly. I found i was way better off doing a very small squirt of the trigger to get the pilot spinning and into the hole, a small pause, then full speed for a quick second, pushing down on the drill with one hand, while keeping the cage square with the other. This eliminated any elongated holes (they were only very very slightly elongated, but it was bothering me). I found you have to be very careful on the ends of the spars and stringers etc, where the cage is half hanging off the edge; it is much easier to tilt it and get a crappy countersink in this situation.
Moving on...
Once the rear spar and it's doubler was all prepped, i went ahead and prepped the front spar caps, and the stringers. The plans required me to clamp the spar caps securely on the front spar, and then match drill the #30 holes from the spar web (the vertical part) into the spar caps. This was relatively straight forward, but took a long time. It seemed like it removed a heap of metal too! The long curly swarf is very satisfying! You then remove the spar caps, clean then up (deburr the holes) so it sits flat on the spar, then you cleco back in place using the just drilled web holes, and you match drill the #40 holes in the flanges of the spar into the spar caps.
 |
| The spar caps is clamped to the spar, and the #30 holes in the spar are then matchdrilled to the caps. |
 |
| The spar caps are then removed, deburred and clecod back in place. You can then match drill the #40 holes in the flanges of the spar into the caps also. |
Once all this was done, it was time to final drill the spar doubler to the spar. On page 8-04 Step 2, both spar caps end up being still cleco'd to the spar. In my case i had removed them to deburr the holes in the spar flanges (the web holes were already done, but ended up getting done a second time where they mated with the spar caps, once the spar doubler was match drilled). So i reattached them using the spar flange holes, as i figured these needed to be in place to final drill the spar doubler to the spar. In the end i was correct, as the 4 holes for the AN3 VS attach bracket, needed to be match drilled from the doubler and the spar, into the spar caps.
I used the drill press on the rolling power tool bench to drill the 4 VS attach bracket holes, as well as the 2 HS attach holes. I checked it for square as it had not been used for a while. A number of holes were countersunk in the doubler where the VS attach bracket will go, or where the HS attach bars will go.
I also read ahead and realised that on page 8-07 Step 1 and 2, you attach the modified inspar ribs to the front spar, and match drill some holes from the spar into the rib flanges. Since i wanted to prime these, and not drill through the spars later, i went ahead and picked 2 of each of the inspar ribs and nose ribs, and match drilled these as per page 8-07. These will become the modified ribs later on (once i bend the flanges)
Priming
Once this was all done, the plastic table was setup on the driveway and the all parts above were cleaned with EkoClean red cleaning solution (which i think is just very strong detergent), then lightly rinsed off. I then sprayed EkoEtch (acid etch) on the doublers, the spar caps and the stringers, and scrubbed these with a scotchbrite pad. They were also rinsed and then set apart in the spray room to dry. I then did the same process on the spars. Gloves were worn at all times to stop oils from my hands from getting onto the clean parts, and a new set of gloves were worn for the final rinse and moving of parts inside (so as not to get any more acid on them).
 |
| Cleaning table outside - these cleaners are safe for the environment which makes it very easy to use at home. |
 |
| The "Water Break" finish you are looking for once the parts have been cleaned and etched properly. This uniform layer means that the paint will stick. If it beads up in any places, you need to do it a bit better. |
My TC noticed just a couple of small fish eyes in the primer in a couple of places on the VS, and asked me about my priming process. I outlined the above cleaning method, and then mentioned i was drying the parts with compressed air - this was where the little dots of oil was coming from!!! idiot! So this time, i used a hair dryer. I could have let them dry naturally, but this was much quicker.
I then mixed on 180 grams of Stewart Systems EkoPoxy Part A, along with the appropriate amounts of Part B and water (distilled water). The Part A was again very very thick, but mixing with a fan mixer on the drill did the trick. The big issue i had this time was as soon as a pulled the trigger on the gun, and let it go again, paint began to drip out of the nozzle. I had not cleaned the gun properly last time, and there was dried paint on the needle preventing it from closing properly. So i had to quickly pour the paint out of the cup, and clean the needle etc. Got it working eventually. Once this was done, the smaller parts were sprayed in the paint booth, and the larger spars were just laid out on the work platforms. The Stewart Systems is very easy to spray, and touch dries were fast (for flipping the parts to paint the other side).


Time to leave it for a couple of days, then onto riveting the spars! Will probably crack on with rib and skin preparation in the mean time.
No comments:
Post a Comment